Как удлинить метчик своими руками?
Особенности удлинителей для сверла

- Что это такое?
- Какими бывают?
- Как сделать своими руками?
В процессе строительных работ необходимыми инструментами являются сверла и дрель. В настоящее время существует большое количество различных моделей насадок в зависимости от размеров, типа хвостовика. Некоторые образцы могут подойти не для всех дрелей. В таких случаях нередко используют специальные удлинители для подключения к патрону агрегата. Сегодня мы поговорим об особенностях таких дополнительных инструментов и о том, каких видов они могут быть.

Что это такое?
Удлинитель для сверл представляет собой небольшую вытянутую конструкцию, которая позволяет удлинять изделие и делать более глубокие сквозные отверстия в различных материалах. При этом любой удлинитель должен быть немного меньше в диаметре по сравнению с самим сверлом. Кроме того, при работе с таким дополнительным аксессуаром следует внимательно корректировать режимы резания при сверлении.

На сегодняшний день отдельно выпускаются такие удлинители, предназначенные для определенных типов сверл (перьевых моделей, для ударных буровых кромок). Они могут значительно отличаться друг от друга некоторыми конструктивными особенностями, что необходимо учитывать при выборе подходящего варианта. Эти аксессуары для сверл чаще всего изготавливаются из качественной стальной основы. Но встречаются и некоторые модели, сделанные из особых типов пластмассы. В среднем общая длина данных изделий может составлять примерно 140-155 миллиметров.


Дополнительные детали для сверла достаточно легко закреплять. Они, как правило, имеют шестигранные хвостовики, которые одним движением можно закрепить в патроне электрического агрегата и легко открепить его. Многие модели предусматривают возможность быстрой замены такой оснастки.


Какими бывают?
Удлинители могут быть самых разных типов. Можно выделить следующие варианты таких строительных аксессуаров.
- Удлинитель для сверла Левиса. Эта модель, предназначенная для спиральных изделий, представляет собой тонкую металлическую трубку цилиндрической формы, на одном конце которой размещается маленький шестигранный хвостовик. Чаще всего этот вид используется для создания сквозных глубоких отверстий в деревянных поверхностях большой толщины. Такие удлинители иногда идут в одном комплекте со специальным имбусовым ключом. Данная разновидность с шестигранным хвостовиком может обладать большей толщиной по сравнению со всеми остальными видами таких аксессуаров.

Чаще всего эти удлинители изготавливаются из прочной углеродистой стали.
- Удлинитель для сверла Форстнера. Такая разновидность имеет вид тонкой металлической конструкции с шестигранным хвостовиком (его длина обычно составляет около 10-12 миллиметров). На другом конце изделия размещается небольшое уплотнение для соединения. Общая длина всей детали, как правило, достигает примерно 140 миллиметров.

- Модели для перьевых сверл. Данные изделия для удлинения имеют цилиндрическую вытянутую форму. Наконечник круглой формы, он немного сужается к концу. Часто этот удлинитель используют не только для того, чтобы сделать более глубокие отверстия, но и для того, чтобы осуществить сверление в труднодоступных местах на поверхности. Общая длина всего изделия достигает примерно 140-150 миллиметров.

В отдельную группу можно выделить специальные гибкие удлинители для сверл. Нередко основную часть изготавливают из мягкой черной пластмассы. Иногда этот материал делают с небольшим рельефом. На концах пластика размещаются металлические наконечники, в том числе и шестигранный хвостовик.

Сегодня можно встретить целые наборы, в которых, помимо самого пластмассового удлинителя, идет и комплект из нескольких различных насадок – каждая из них предназначена для определенного типа сверла. При необходимости их можно легко заменить.


Подобные варианты считаются более практичными и удобными в использовании по сравнению с жесткими конструкциями, которые продаются поштучно.
Также отдельно можно выделить и удлинитель SDS. Он имеет цилиндрическую форму. На одном конце изделия имеется тонкая спиралевидная деталь, на другом конце находится шестигранный тонкий хвостовик. Эту модель используют только вместе с ударным буровым инструментом с коронками. Подобные приспособления смогут подойти для сверления кирпичных поверхностей, природного или искусственного камня, бетонных покрытий. Глубина сверления таким строительным аксессуаром может составлять примерно 300 миллиметров.


Как сделать своими руками?
Если вы не хотите приобретать удлинитель в строительном магазине, можно сделать длинное сверло самостоятельно. Для этого сначала нужно взять длинный гвоздь подходящего диаметра. Его шляпку понадобится аккуратно расклепать. Сделать это можно при помощи простого молотка. Все края шляпки гвоздя постепенно обтачивают, понемногу придавая ей заостренную форму обычного сверла.

В процессе заточки режущей части не забывайте о том, что патрон в аппарате всегда вращается по часовой стрелке.
Если в дальнейшем вам придется проводить сверление в рыхлых деревянных поверхностях, шляпку гвоздя лучше расклепать в форме заостренного наконечника. В процессе сверления самодельной деталью происходит уплотнение стенок данного материала, что является важным условием для легкого и быстрого закручивания шурупов. Удлинить сверло самостоятельно можно и путем увеличения длины хвостовика. Чтобы сделать это, нужно в нем создать маленькое отверстие под внутреннюю резьбу. Затем ее нарезают метчиком. На жестком стержне из металла изготавливают внешнюю резьбу. Полученные детали скручивают между собой.
Чтобы добиться максимальной прочности и надежности, образовавшийся стык лучше заварить и тщательно зачистить, но данная процедура не является обязательной.
Хвостовик можно нарастить и другим способом. Для этого сначала нужно подготовить прочный тонкий стержень из металла. При этом его диаметр должен быть немного больше, чем диаметр хвостовика. Его поверхность должна быть абсолютно ровной, без мелких царапин и щелей. Также для работы понадобится токарное оборудование. Наращивание начинают с того, что на токарном станке немного уменьшают диаметр хвостовика. Одновременно с этим в металлическом стержне делают маленькое углубление. Оно будет выступать в качестве отверстия для вставки самого инструмента. После этого хвостовик максимально плотно и прочно закрепляется в стержне.

Место соединения рекомендуется заварить и зачистить. На заключительном этапе уравнивают диаметры старого сверла и нового удлиненного хвостовика. Сделать это также можно при помощи токарного оборудования.В некоторых случаях удлинитель делают посредством сварки нового металлического стержня и сверла. Но при этом диаметры обеих составляющих деталей должны быть одинаковыми. В конце место соединения деталей сваривают и зачищают, чтобы на поверхности не было неровностей и царапин.

О том, какой удлинитель для сверла выбрать, смотрите в следующем видео.
Как удлинить сверло по металлу
Содержание
Как удлинить сверло по металлу
Как удлинить сверло по металлу
В некоторых ситуациях мастера сталкиваются с необходимостью удлинить сверло по металлу. Например, если инструмента нужного размера нет в наличии, работу нужно сделать максимально быстро, а в магазинах отсутствуют подходящие модели.
В этой статье мы расскажем, как это можно сделать.
Как удлинить сверло по металлу своими руками
Чтобы самостоятельно удлинить сверло по металлу, воспользуйтесь одним из трех способов.
Простая сварка
Для этого способа удлинения сверла вам понадобятся:
стальной цилиндрический стержень такого же диаметра необходимой длины;
отрезок металлического уголка;
На торце сверла и одном из торцов стержня сделайте фаски.
Поместите инструмент и стержень в металлический уголок и совместите их друг с другом.
Постепенно поворачивая заготовки, приварите сверло к стержню из металла.
Обработайте шов до удаления всех неровностей.
Наращивание хвостовика. Способ 1
Для этой технологии удлинения сверла вам понадобится стержень, диаметр которого меньше диаметра хвостовика на 2–3 мм. Общий принцип таков.
В хвостовике сверла проделывают отверстие под внутреннюю резьбу.
Нарезают ее метчиком.
На металлическом стержне нарезают внешнюю резьбу.
Детали скручивают друг с другом.
Для большей надежности стык можно заварить и зачистить.
Наращивание хвостовика. Способ 2
Для этого способа удлинения сверла потребуется стержень, диаметр которого больше диаметра хвостовика. Для работы понадобится токарный станок. Технология выглядит так.
На токарном станке диаметр части хвостовика немного уменьшают.
В стержне просверливают отверстие под вставку инструмента.
Хвостовик закрепляют в стержне и заваривают место соединения.
На токарном станке уравнивают диаметры старого сверла и удлиненного хвостовика.










- Поделиться Вк
- Поделиться в Facebook
- Поделиться в Одноклассниках
- Поделиться в Твиттер
- Мы в Instagram
- Как сделать заказ
- Доставка инструмента
- Возврат товара
- Госты
- Бренды
- Политика конфиденциальности
- О нашей компании
- Производство
- Компания в лицах
- Наши клиенты
- Статьи
- Новости
- Вакансии
- Оставить обращение
- Контакты
- +7 (495) 108-02-35 — Москва
- +7 (812) 425-62-55 — Санкт-Петербург
- +7 (473) 200-71-64 — Воронеж
- +7 (343) 302-29-40 — Екатеринбург
- +7 (3412) 91-87-09 — Ижевск
- +7 (843) 207-29-50 — Казань
- +7 (861) 204-19-50 — Краснодар
- +7 (391) 290-23-65 — Красноярск
- +7 (831) 235-03-12 — Нижний Новгород
- +7 (383) 312-03-59 — Новосибирск
- +7 (8412) 23-45-29 — Пенза
- +7 (342) 211-15-68 — Пермь
- +7 (863) 309-08-02 — Ростов-на-Дону
- +7 (4912) 77-65-28 — Рязань
- +7 (846) 215-04-65 — Самара
- +7 (8452) 39-54-61 — Саратов
- +7 (4872) 75-10-25 — Тула
- +7 (347) 214-95-08 — Уфа
- +7 (351) 799-57-30 — Челябинск
Бесплатный многоканальный телефон
8 (800) 200-48-32
Адрес основного представительства:
109202, г. Москва, ул. 1-я Фрезерная, д.2/1, стр.5, этаж 1
Что такое метчик
Метчик относится к металлорежущему типу инструментов, с помощью которого наносится внутренняя резьба и калибруется существующая. Способ нанесения – ручной или автоматизированный, зависит от размера заготовки. По внешнему виду метчик схож с винтом или валиком цилиндрической формы. Максимальный диаметр резьбы – до 50 мм как для глухих, так и сквозных отверстий. Для производства метчиков используют сталь марки – Р9, Р18, Р6М5.
Применение
Резьбонарезной инструмент по конструкционным особенностям и применению подразделяется на типы:
- • ручной, где зубья расположены по окружности. Используется в слесарных работах и при ручном способе нарезки;
- • гаечный, для сквозных отверстий на гайках. С удлиненным или изогнутым хвостовиком;
- • машинный, для создания глухих отверстий машинным способом. Обработка происходит на токарных станках;
- • комбинированный, возможно использование как ручного, так и машинного способа несения резьбы на деталь.
Инструмент позволяет наносить все виды резьбы – метрическая, дюймовая, трапецеидальная.
Конструкционные особенности
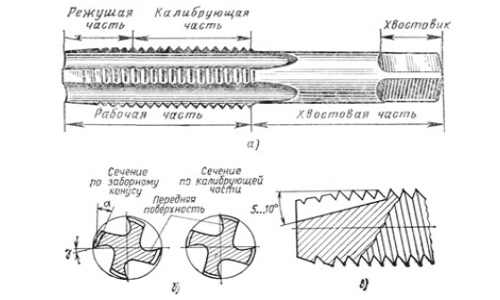
Метчик любого типа состоит из рабочей области, шейки и хвостовика. Вся механическая работа приходится на рабочую область, которая в сою очередь имеет заборную часть, и два типа зубьев – режущие и калибрующие. Роль крепежа выполняет хвостовик, который фиксируется на станках в специальном резьбонарезном патроне, а при ручных работах в воротке или метчикодержателе. Характерной особенностью для ручных метчиков является их комплектность – не менее 3 штук. Каждый со своей рабочей функцией: черновой, серединный и чистовой.
Как нарезать внутреннюю резьбу метчиком
Для создания внутренней резьбы в готовых отверстиях необходимо подобрать соответствующий метчик по размеру и характеристикам. Практически все показатели по выбору и качеству резьбы регулируются нормативные документом ГОСТ 19257-73. Рекомендации по работе:
- • для изделий, полученных литьем или штамповкой требуется дополнительная подготовка прежде чем наносить резьбу. Отверстие зенкеруется или рассверливается для увеличения диаметра;
- • для точной и качественной резьбы рекомендуется хвостовик метчика крепить в патронах с реверсивными, самоцентрующимися и плавающими свойствами;
- • со всех обрабатываемых заготовок предварительно снимается фаска;
- • в процессе нарезания обязательно применяются охлаждающие и смазывающие растворы.
Типы резьбы: метрическая, дюймовая и трубная.
- Метрическая – параметры резьбы измеряются в мм, с соответствующей маркировкой «М».
- Дюймовая – используется для конической формы метчиков, измеряется в дюймах.
- Трубная – для цилиндрических метчиков, резьба наносится на трубные соединения.

Классификация метчиков
По конструктивным особенностям и типу резьбы различают: плашечные (резьба формируется за один проход), маточные (для очистки резьбы) и безканавочные метчики с высокой производительностью. В зависимости от конструкционных особенностей рабочей части (типа резьбы) метчики бывают: шахматные или спиральные; прямые, винтовые, укороченный.
Машинные и машинно-ручные метчики
Для калибровки и создания резьбы в глухих и сквозных отверстиях разной формы используют инструмент – метчик, машинного или машинно-ручного типа.
— Машинные металлорежущие инструменты применяют для работы на токарных, сверлильных, агрегатных и револьверных станках, чтобы нарезать резьбы всех видов. Они намного быстрее обрабатывают изделия, их можно использовать для конвейерного производства и больших заказов. Оснасткой этого типа можно нарезать резьбу за один подход, если нужна резьба с шагом до трех миллиметров. Резьбу крупного шага изготавливают на несколько проходов метчиком по металлоизделию.
— Машинно-ручными оснастками можно выполнять нарезку резьбы и ручным способом, и с помощью сверлильных устройств (станков). Инструмент выпускается в количестве одной или двух штук. В наборе из двух метчиков один металлорежущий инструмент применяют для черновых работ, а другой – чистовых. Часто комплект машинно-ручных оснасток используют для работы с разными видами материалов: мягкую сталь и чугун обрабатывают одним инструментом, а твердую сталь обрабатывают двумя метчиками. От просто ручных резьборезов машинно-ручные виды отличаются видом хвостовика – там имеется квадрат и кольцевая выточка, благодаря которой оснастка не вываливается из патрона в процессе обработки изделий. Машинно-ручным изделием для работы с металлом можно делать резьбу в автомобильных деталях, нарезать крепёжную резьбу и мелкометрическую, цилиндрическую и коническую. В сквозных проймах и глухих.
Метчики – протяжки
Чтобы получить крупнопрофильную резьбу в металлоизделии, используют метчик-протяжку. Им обрабатывают сложные сквозные или трапецеидальные отверстия. Протяжки могут работать только в токарном станке. Резьба нарезается за один проход вдоль отверстия. От других видов этот метчик отличается более точным исполнением и жёсткостью. Он работает на растяжение, а не на сжатие, как обычные резьбонарезные инструменты. За счет функции протяжки толщина спила уменьшается, а длина режущей части – увеличивается.
Гаечные метчики
Инструменты гаечного типа предназначены для резьбонарезания в гайках разного диаметра. Конструкция гаечного метчика такова, что инструмент не нужно выворачивать в конце процесса обработки отверстия гайки. Гаечные оснастки могут быть с разными хвостовиками: изогнутыми и удлинёнными. С изогнутыми – применяют в работе с гайконарезными автоматами. Хвостовик у гаечного метчика в любом случае длиннее, чем у других видов, это необходимо для того, чтобы нанизывать на него гайки по мере нарезания в них резьбы. Это увеличивает скорость и производительность.
Слесарные метчики
Для работы с отверстиями разного вида и формы мастера берут комплект из слесарных метчиков. Резьбонарезные оснастки изготавливаются комплектами, в которые входят черновые инструменты конусной формы, получистовые и чистовые цилиндрические оснастки. Слесарными метчиками можно обработать деталь вручную. Комплектом металлорежущих оснасток мастер может выполнить нарезку крупной и метрической резьбы. Метчики для слесарных работ бывают левыми и правыми в зависимости от направления их вращения.

Из каких материалов изготавливаются метчики
Плашки металлорежущего инструмента изготавливают из высококачественной стали разных марок: инструментальной, быстрорежущей, легированной. Технология современного производства позволяет делать метчики из твердосплавной стали и из стали порошковой, в последнем случае инструмент получает способом спекания порошков. Метчики из твёрдых сплавов более качественные, так как обладают устойчивостью к высоким температурам, износостойкость и могут долго работать на быстрых скоростях, что позволяет обработать большое количество металлоизделий. У оснасток, сделанный из порошков стали тоже есть свое преимущество – это высокая прочность за счет меньшей твердости инструмента.
ГОСТы
Машинно-ручные с канавками прямыми/винтовыми/укороченными изготовленные из углеродистой стали регулируются ГОСТ3266-71-71/ГОСТ17933-72/ГОСТ 17931-72. Гаечные метчики с прямым/изогнутым хвостовиком производятся из низколегированной стали согласно ГОСТ1604-71/ГОСТ6951-71. Машинно-ручные, где зубья расположены в шахматном порядке из нержавеющей стали – ГОСТ17927-71. Гаечные с шахматным расположением и прямым хвостовиком (метчики из жаропрочной стали) по ГОСТу 17929-72. Машинные с винтовыми или укороченными типами канавок (инструмент из легких сплавов) – ГОСТ 17932-72/17930-72.
Подготовка к нарезанию резьбы
Отверстие перед нарезкой резьбы готовят несколькими способами – затачиванием, обтачиванием или сверлением поверхности металлической заготовки. Для наружной резьбы необходимо диаметр уменьшить на 0,1 – 0,4 миллиметра. В начале участка, на котором будет резьба, делают фаску методом затачивания – это нужно, чтобы притупить заход резьбы. А если перед резьбонарезкой отверстие растачивают, его диаметр увеличивается до 0,4 мм. Отверстие под резьбу должно быть диаметром немного больше, чем диаметр самой резьбы – это позволяет предотвратить поломку резьборежущей оснастки.
Как подобрать сверло под метчик
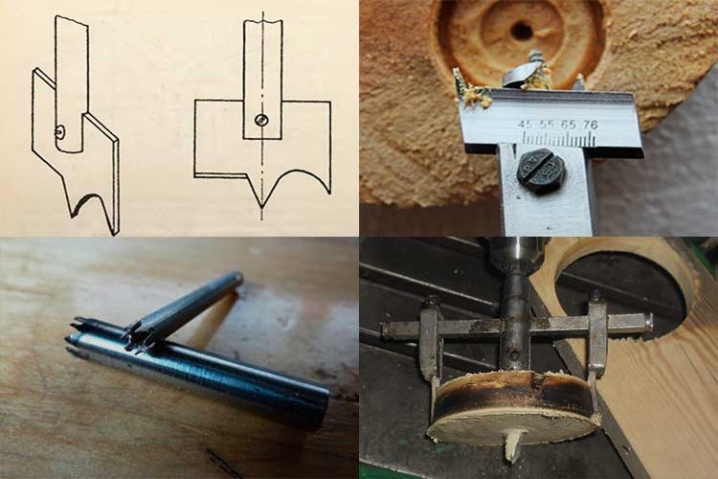
Можно использовать специальный инструмент, сверло-метчик, который позволяет одновременно выполнять операции сверления и нарезания резьб. В выборе сверла необходимо ориентироваться на два параметра — шаг и диаметр отверстия.
Как вытащить сломанный метчик из отверстия
Метчик может сломаться, если резьба нарезается в отверстии с низким диаметром, также может произойти защемление стружки при извлечении инструмента.
Способы извлечения
- 1. Сдвоенные концы жесткой проволоки нужно просунуть в канавки метчика и выкрутить его;
- 2. Можно пирварить к сломанному инструменту ручку и с помощью нее извлечь;
- 3. Существуют специальные оправки и зенкера, которые помогут справиться с данной проблемой;
- 4. Если часть метчика осталась снаружи, можно приварить к нему хвостовик с квадратным наконечником;
- 5. Высверливание винтовыми сверлами;
- 6. Выжигание электроэрозионными станками;
- 7. Вытравливание разбавленной азотной кислотой.
Нарезание резьбы — статья о метчиках
Читая статьи на overclockers.ru и форум, я понял, что мало кто разбирается в нарезке резьбы в металлах. Хотя этот процесс сопровождает многие работы с металлами, в частности для компьютеров моддинг и различные «железячные» модификации. В данной статье хочу рассказать о метчиках и их особенностях на примере своих метчиков.
реклама
Для начала метчик (tap) – это инструмент для нарезания внутренней резьбы. Плашка (die) для нарезания внешней резьбы, для общего сведения.
Метчики можно поделить на две большие группы, машинные метчики (machine taps) и ручные метчики (hand taps). В данной статье речь пойдет о ручных метчиках, так как машинных метчиков великое множество, и они нужны лишь малому проценту людей ввиду того, что используются на станках.
Основные и параметры выбора метчика — это тип резьбы и ее шаг. Для примера, М8-1.25, означает это метрическая резьба 8 мм с шагом 1.25 мм, по шагу резьбы есть вариации допустим тот же М8-1.0. В штатовской системе в общем все также, но со своими заковырками, например, №6-32 UNC, здесь 6 это диаметр по номерной системе, 32 это нит на дюйм, по сути, аналог шага резьбы, UNC обозначение грубой резьбы, к слову, UNF – мелкая резьба, UNS – специальная. (на самом деле там есть еще несколько видов, но мало кому нужны). Отдельно стоят трубные резьбы, так как они могут быть и конусными, пример NTP и BSP.
Далее уже примеры на фото, ручные метчики продаются (должны продаваться) как в комплектах по 3 так и отдельно каждый. Комплект состоит из трех разных! метчиков начальный (taper), средний (plug) и финишный (bottoming) их также у нас называют первый, второй, третий. (Иногда спец метчики идут в комплектах по двое, но обычно это только для очень мелкошаговой резьбы).
реклама
Для того что бы показать различия, вот фото довольно большого метчика М14-2.



реклама

На что обратить внимание, в первую очередь резьба на первом метчике начинается с 6-7 витка и сам профиль не прорезает материал слишком глубоко. Затем в ход идет второй метчик у него резьба начинается примерно с 4 витка, профиль более острый, и третий метчик резьба идет со 2 витка и профиль финиширует резьбу и подгоняет по допуски. Отличить их можно по внешнему виду, либо на европейских метчиках, есть маркировка с полосками. Также на примере этого набора обратите вынимание что резьба по профилю шире самого тела метчика, а это значит, что резьбу можно нарезать в глубоких отверстиях. На обоих концах есть центровочные отверстия под подпружиненный конус.
Каналы под стружку прямые, как и должны быть у ручных метчиков, на этих их четыре.
реклама
Далее по форме метчиков, например маленькие типа М2-0.4 уже сделаны по-другому. Хвостовик намного толще рабочей части. Канавок всего две.

Также примерно выглядят метчики для М3-0.5. Но не от всех производителей, например на фото третий метчик имеет прямой кончик, теоретически в глухом отверстии от глубже нарежет резьбу почти до конца самого отверстия. Канавок (flutes) у них уже три, а не две. Ширина хвостовика также больше, чем рабочая часть.

Далее М4-0.7. У этих метчиков также три канавки, ширина рабочей части меньше, но зато есть участок с сужением, за счет этого можно нарезать резьбу чуть глубже.

Также у маленьких метчиков нет центровочных отверстий. Даже у М6-1.0, например на фото относительно не дорогой метчик и выполнен он с острыми концами и с узкой рабочей частью.

Еще вот уже побольше, М8-1.25 двух видов у них есть центровочные отверстия. Один обычный с тремя канавками второй набор со специальным самоцентрирующимся первым метчиком. Также отличие второго в применении стали HSS-CO5, то есть 5% кобальт. Такие метчики подходят для нарезки и в нержавейке. К слову, большинство метчиков выполняются из стали HSS, или HSS-G и гораздо реже из HSS-CO, покрытие также бывают разными, просто без покрытия, чернение, и оксид титана, самый дорогой оксид титана, а также наиболее коррозионностойкий, но гонятся именно за этим видом покрытия не стоит, все равно на рынке 90% без покрытия.


Все трех метчиковые наборы обладают хорошей точностью ISO 2 или 6H, но также существуют однозаходные комбинирование метчики. Например, на фото ниже 6-32 UNC. На фото видно что его начальная часть как у первого номера, а далее идет как второй номер. Естественно, такие метчики не для толстых и твердых материалов, но резьба вполне нормальная получается. Это не плохой бюджетный вариант.

По дополнительным инструментам для метчиков нужны еще воротки, и чаще всего выполнены они в двух исполнениях. На фото ниже три воротка, скажу, что вороток Ruko, серый на фото я не рекомендую, сделан довольно криво и своей цены в общем не стоит. Также Т-образный вороток лучше выбирать с пружинным удержанием квадрата, но фото вороток с цанговым зажимом, и он не очень хороший и в плане удержания, и в плане центровки. А вообще прямо хороший вороток я не нашел, все какие видел были кривоваты, даже те что стоили более 100$.






Во время нарезки надо пользоваться спец жидкостью для сверления, также как только метчик начинает идти туговато нужно сделать оборот назад это срежет заусенцы и соберет мусор в канавках. Главное на метчик не давить, особенно в стороны, а то он лопнет. При правильном размере отверстия и хорошем метчике, резьба нарезается без излишнего сопротивления.
По самим канавкам у ручных они всегда прямые, но у машинных они могут быть также спиралью и уклоном. В этом видео от Haas очень подробно рассказывают о машинных метчиках. Отверстия под резьбу выбираются тоже не просто так, они зависят от шага резьбы и диаметра. Наиболее простой способ воспользоваться таблицей размеров наподобие этой. По типу резьбы сразу можно выбрать размер сверла для дрели.


А для определения типа резьбы самый простой способ воспользоваться резьбомером (thread gauge), они хоть и номинально подходят для внешней резьбы, но ими также можно и проверять в отверстиях если влезет.
По выбору метчика, конечно, лучше всего смотреть, прежде чем покупаешь так как в интернете обычно фотки не соответствуют товару. Также и на саму резьбу посмотреть, если каждый номер имеет профиль как положено, то с резьбой скорее всего все будет норм. Также внимательно осмотреть обработку краев канавки, если срез не ровный, то метчик будет плохо прорезать металл. Метчик конечно же надо выбирать исходя из задач, например если работать с нержавейкой, то придется покупать дорогой кобальтовый метчик. Также метчик после работы надо от стружки отчищать чем-то типа зубной щетки. Что касается цен, то набор хороших метчиков М3 стоит от 10 до 40$, если большие размеры, то цены естественно выше.
Надеюсь, моя статья будет полезна и больше дырки раздраконивать винтами никто не будет).
P.S. Полезное видео от Haas. В основном о машинных метчиках, но тем не менее интересное.
Чем нарезать внутреннюю резьбу? Метчик — самое простое и удобное решение!

Содержание:
- 1. Какие бывают метчики?
- 1.1. По направлению резьбы:
- 1.2. По форме профиля:
- 2. Выполнение резьбы по всем правилам
- 2.1. 1 этап.
- 2.2. 2 этап.
- 3. Простые решения сложных задач
Бывает трудно найти подходящий крепеж или деталь, чтобы заменить износившийся элемент при обслуживании и ремонте оборудования или автомобиля. Приведем простой пример из практики: для цепной пилы советского производства нужна гайка с левой резьбой, достать оригинальную запчасть невозможно, ведь такая техника уже не выпускается. Придется обойти не один магазин, чтобы подобрать гайку подходящего размера с левой резьбой. Но есть более простой выход – взять гайку с диаметром отверстия меньшим, чем требуется, пусть даже и с правой резьбой, такую найти гораздо легче, и выполнить в ней с помощью ручного метчика резьбу, которая необходима.
Метчик представляет собой металлический стержень с насеченными на конце режущими кромками. Он изготавливается из быстрорежущей стали или твердых сплавов металлов и, как правило, проходит термическую обработку, что делает его достаточно прочным, чтобы прорезать канавки в металлическом основании при вкручивании. Использование метчика – быстрый и удобный способ нарезания резьбы. Этим инструментом можно выполнять резьбу как в отдельно взятых деталях, так и в деталях, которые являются частью изделия, не снимая их. Чтобы получить именно ту резьбу, которая требуется для крепежного соединения, нужно правильно подобрать тип метчика. В этом вам пригодится следующая информация.
Какие бывают метчики?

Как известно, в механизмах машин, оборудования, техники имеются различные резьбовые соединения, причем, различаются они не только по основным параметрам, таким как диаметр, шаг резьбы и глубина, но и по форме, направлению и типу резьбы. В соответствии с этим, под каждый конкретный элемент для нанесения внутренней резьбы нужно подбирать и метчик. Итак, перечислим основные параметры, по которым они различаются.
По направлению резьбы:
- Правые – проделывают канавку в направлении по часовой стрелке (правая резьба преобладает у большинства крепежных соединений).
- Левые – нарезают резьбу в направлении против часовой стрелки (крепежные элементы с левой резьбой обычно устанавливаются на вращающихся деталях, чтобы соединение не ослаблялось при вращении).
По форме профиля:
- Конические – используются для создания резьбы в местах установки крепежа, где необходима герметичность соединения, например, на деталях, находящихся под давлением жидкости или газа.
- Трапециевидные – служат для нарезания так называемой ходовой резьбы, которая обычно присутствует в деталях, преобразующих вращательное движение в поступательное.
Кроме этого, различают метрические и дюймовые метчики (в зависимости от того, в каких единицах измерения указаны характеристики диаметра и шага резьбы). Что касается их назначения, то есть универсальные инструменты и узкоспециализированные, предназначенные для работы с одним видом деталей, например, трубные, гаечные, свечные. Зная все эти параметры, Вы легко сможете выбрать метчик для нарезания резьбы в конкретной детали или крепежном элементе. Например, если нужно восстановить резьбу посадочного отверстия для свечи зажигания в двигателе автомобиля, Вам понадобится свечной метчик конической формы, как Jonnesway AI060001.
Выполнение резьбы по всем правилам
Чтобы Вам было проще понять принцип работы с метчиком, расскажем об этапах нарезания резьбы в сквозном отверстии.
1 этап.
Зная диаметр отверстия, нужно подобрать подходящие под эти параметры сверло и метчики. Например, нужно получить резьбовое отверстие диаметром в 8 мм, значит, подойдет метчик с резьбой М8. Причем, просверлить отверстие нужно меньшего диаметра.
2 этап.
Рассверлить отверстие, в которое будет вкручиваться метчик. Рекомендуемые показатели по подбору сверла приведены в таблице:
| Диаметр резьбы, мм | Диаметр рассверливаемого отверстия, мм | |
| В деталях из мягких металлов (латуни, стали) | В деталях из твердых металлов (чугуна, бронзы) | |
| 3 | 2,5 | 2,5 |
| 4 | 3,3 | 3,3 |
| 5 | 4,2 | 4,1 |
| 6 | 4,9 | 5 |
| 7 | 6 | 5,9 |
| 8 | 6,7 | 6,6 |
| 9 | 7,7 | 7,7 |
| 10 | 8,4 | 8,3 |
3 этап.
В подготовленное отверстие сначала нужно ввернуть черновой метчик, затем чистовой. Первый имеет более крупные резцы на рабочей части, поэтому при вкручивании снимает до 75% материала, а второй необходим для окончательного снятия 25% оставшегося металла и получения аккуратной резьбы. Хвостовик метчика закрепляется в метчикодержателе, специальном приспособлении, с помощью которого будет создаваться вращательное движение. Т-образная форма рукоятки облегчает проворачивание резьбонарезного инструмента в теле детали, при этом сам метчик надежно зафиксирован в посадочном отверстии. Метчикодержатель нужно подбирать, исходя из того, какие метчики Вы используете, например, STAYER 28039-T4 подходит для работы с инструментами диаметром М6-М12, а STAYER 28039-T2 – для М3-М6.
При вращении рукоятки метчикодержателя не следует делать резких движений, ход инструмента должен быть плавным. Поэтому перед вкручиванием резьбонарезного инструмента в отверстие не забудьте смазать его рабочую часть маслом или керосином. Это облегчит вхождение в материал и поможет получить более качественную резьбу, кроме того, смазка предотвратит появление коррозии на рабочей части. Не забывайте удалять из отверстия образующуюся металлическую стружку, это позволит добиться более аккуратного нарезания резьбы и снизит вероятность поломки метчика.
Как видите, в применении метчика нет ничего сложного. Главное, следовать правилам и со временем придет навык. Но это еще не все, что нужно знать. Ведь на практике придется сталкиваться с нарезанием резьбы не только в сквозных отверстиях, но и в глухих, работать с заготовками различной формы и из различных материалов. Чтобы Вы были готовы к выполнению таких работ, дадим несколько советов.
Простые решения сложных задач
Мы выяснили, с какими проблемами чаще всего сталкиваются начинающие пользователи при нарезании внутренней резьбы. Наиболее распространенной является поломка метчика во время вкручивания.
Что делать, если стержень обломился и рабочая часть инструмента застряла в теле детали? Есть несколько вариантов решения этой проблемы. Если небольшой обломок выступает из отверстия, его можно обхватить пассатижами и выкрутить. Если же стержень обломился внутри отверстия, его можно извлечь экстрактором (специальным инструментом, который вкручивается в тело обломанного метчика), но найти подходящий экстрактор бывает нелегко. Поэтому некоторые умельцы прибегают к более простому способу: капают азотную кислоту на обломок, чтобы она разъела режущие кромки. Если же ни один из способов не поможет, придется нести деталь в мастерскую, где есть токарный станок.
Как известно, лучше предупредить проблему, чем тратить время на ее решение. Поэтому, чтобы избежать поломки метчика, перед использованием нужно убедиться, что он качественный. Как показывает практика, чаще всего ломаются резьбонарезные инструменты, выполненные из некачественного металла, или те, у которых рабочая часть заржавела. Лучше использовать фирменные метчики, которые изготавливаются из прочной стали и не ломаются. Так Вам удастся получить аккуратную резьбу с первого раза, и не придется ничего переделывать.
Приобрести метчики и метчикодержатели Вы можете в нашем интернет-магазине. Они продаются как поштучно, так и в наборах, Вы легко подберете необходимый комплект для работы. Мы предлагаем только фирменные ручные инструменты таких производителей как Jonnesway, FIT, MATRIX, STAYER, Зубр, поэтому Вы можете быть уверены в их качестве и надежности. Не откладывайте покупку, закажите резьбонарезной инструмент прямо сейчас, ведь он может понадобиться Вам в любую минуту!