
К паяльнику не липнет олово что делать?
Почему к жалу паяльника не липнет припой
Автор: Игорь
Дата: 10.10.2018
- Статья
- Фото
- Видео
Во время пайки как у специалистов, так и у новичков может возникать ситуация, когда к жалу паяльника не прилипает олово. Подобная проблема мешает проводить любые дальнейшие процедуры по спаиванию деталей и требует немедленного устранения. Причина может крыться как в самом припое, так и в жале, условиях работы, недостаточной подготовке и многих других вещах. Для того чтобы разобраться во всем этом, нужен опыт.
Основные причины 

Наиболее распространенным видом припоя является оловянно-свинцовый. Температура плавления такого сплава составляет около 270 градусов Цельсия. Если паяльник разогревается до 300 градусов, этого вполне должно хватать для работы, но если жало перегревается, и его температура значительно превосходит точку плавления припоя, то на поверхности остается нагар от расходных материалов. Он не только портит внешний вид инструмента, но и мешает дальнейшей работе.

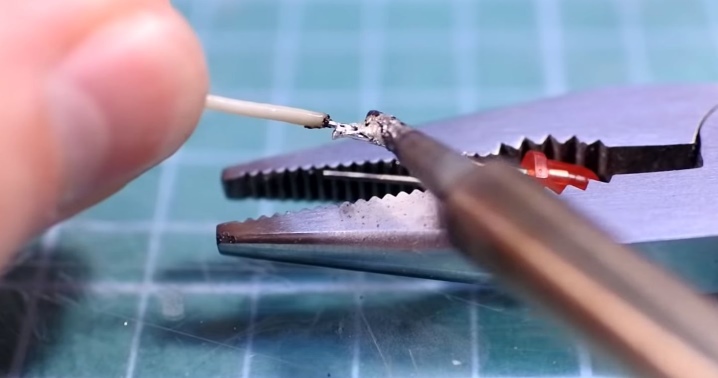
Загрязнение и окисление не даёт припою прилипать к жалу паяльника
Жала паяльников чаще всего делают из меди. При сильном перегреве этот металл больше подвержен окислению, что приводит к появлению на его поверхности пленки окислов. Тонкий слой оксида меди может быть незаметен глазу, но именно из-за его присутствия к жалу паяльника не липнет припой. Если рассматривать непосредственные причины, которые приводят к тому, что расплавленный припой не остается на жале, а просто стекает с него, то их всего три:
- загрязнение поверхности жала, которое происходит от нагара и по другим причинам;
- образования окисла, что даже при визуально чистой поверхности не дает возможности расплавленному материалу сцепиться с ней;
- высокая температура жала, которая не позволяет припою оставаться в нужном рабочем состоянии.
Как правильно подготовить инструменты к работе
Если олово не держится на жале паяльника, вполне возможно, что подготовительные операции прошли неправильно, или же они не проводились вовсе. В первую очередь при подготовке инструмент нужно залудить. Без этой процедуры даже при отсутствии окисла и загрязнения к металлу все равно не будет прилипать припой во время пайки. Лужение заключается в покрытии поверхности жала оловом. Такую же процедуру нужно провести и со спаиваемыми деталями, это улучшит качество соединения. Проходит процесс предельно просто: нужно окунуть горячее жало в олово, которое покроет его поверхность.
Если же на наконечнике имеется нагар или окислительная пленка, их нужно удалить перед лужением. Такая же процедура рекомендуется и для новых инструментов. Очистка поверхности происходит механическим способом, для которого подойдет наждачная бумага или мелкозернистый напильник. Очищать поверхность нужно тщательно, не оставляя глубоких царапин и борозд на поверхности металла. При наличии углублений и царапин именно в них будет образовываться окислительная пленка и скапливаться грязь, которые потом трудно вычистить.
Важно! Чистить паяльник нужно только после его остывания. Этот процесс лучше делать перед пайкой, а не после нее

Очистка жала паяльника от загрязнения
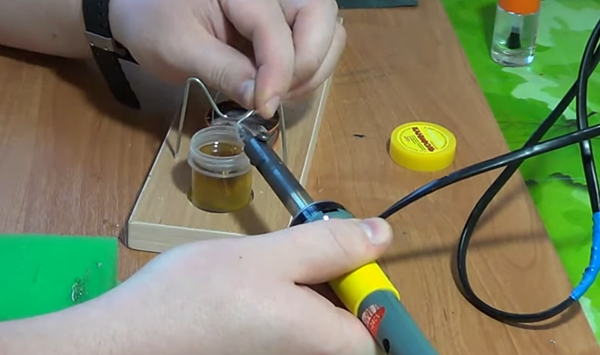
Когда поверхность очищена от всех налетов, на нее нужно нанести флюс. Если есть жидкая канифоль, ее наносят и на холодную поверхность с помощью кисточки или других вспомогательных предметов. При наличии флюса в твердом состоянии – жало погружают в него в момент, когда оно прогреется и достигнет нужной температуры.
Важно! Лучше сразу опустить жало в канифоль, чтобы по мере разогрева оно погружалось в ее поверхность. Это сократит вероятность окисления
Могут возникать ситуации, когда наконечник не лудится. Это очень схоже с проблемой, когда к жалу паяльника не липнет припой. Если температура жала становится значительно выше температуры плавления припоя, он просто не налипает на поверхность металла, а стекает с нее, так как находится в жидком состоянии. Ничего другого, кроме снижения температуры, здесь не поможет. Чистота поверхности и отсутствие окислительной пленки не сыграют роли, если под воздействием высокой температуры жала материал расплавляется и стекает. Если же температура будет продолжать расти, он попросту начнет испаряться.
Оптимальный вариант – когда температура жала немного выше температуры плавления или равна ей. Это обеспечивает возможность сохранить переходное состояние между твердым и жидким, которое и требуется для пайки. После перегрева жало нужно снова очищать механическим путем.
Если все сделано правильно, то припой без проблем прилипает к поверхности. Оптимальная температура позволяет ему быть в нужном состоянии, избегая комочков и жидких капель.

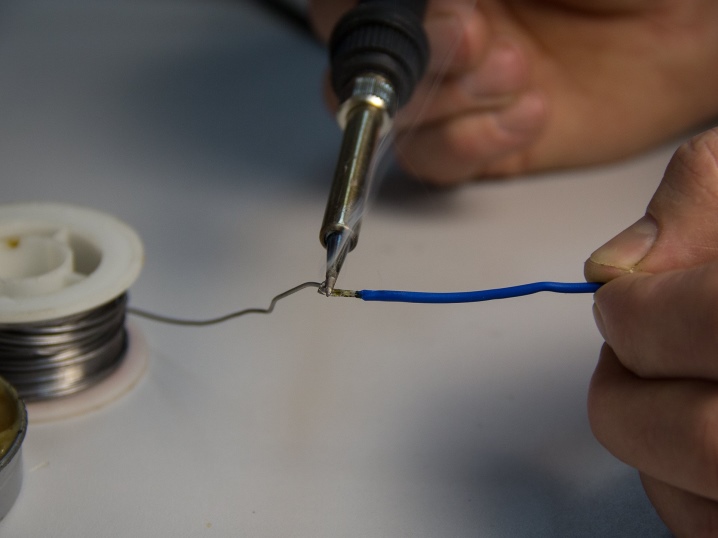
После очистки жало паяльника рекомендуется залудить
В случае никелевого покрытия
Владельцы инструментов с никелевым покрытием также задаются вопросом, почему припой не прилипает к жалу паяльника. Считается, что его лудить не нужно, тем более, счищать покрытие напильником или наждачной бумагой. Но со временем, после определенного срока эксплуатации, становится заметно, что и на него материал перестает липнуть. Очистка покрытия происходит в слегка разогретом состоянии. Нужно постараться стереть влажной тряпкой весь нагар. После этого порядок действий таков:
- опустить жало в канифоль, на которой будет лежать кусок припоя;
- для твердой канифоли по мере прогревания жало нужно вдавливать в материал, расплавляя область вокруг припоя, чтобы тот утонул и расплавился;
- сквозь канифоль прикоснуться жалом к припою, чтобы тот покрыл рабочую часть инструмента.
Заключение
Лучшим решением для тех случаев, когда припой не прилипает к жалу, является контроль температуры. Нельзя допускать перегрева паяльника. Своевременная очистка и правильное выполнение всех предварительных работ помогут никогда не задаваться вопросом, почему к жалу паяльника не липнет припой.
Почему припой не липнет и как это исправить?
- Возможные причины
- Что делать?
- Припой не липнет к металлу
- Рекомендации
Когда припой не липнет, чернеет жало паяльника, вопрос о том, что делать, начинающие радиолюбители чаще всего адресуют специалистам ремонтных мастерских. На самом деле эта проблема если и не рядовая, то уж точно весьма распространенная. Узнать, почему припой не прилипает к паяльнику, не держится на проводе, поможет более полное рассмотрение всех возможных причин возникновения такого дефекта.
Возможные причины
Соединение металлов методом пайки в некоторых случаях заменяет точечную сварку, помогает обеспечить прочное крепление деталей между собой. Но далеко не всегда процесс идет гладко. Когда припой не прилипает к паяльнику, причину проблем почти всегда стоит искать не в материале, с которым ведется работа, а в нарушении технологии работ. Плохой уход за прибором приводит к тому, что жало чернеет, покрывается продуктами окисления и не плавит олово.



Кроме того, могут быть нарушены условия проведения работ — на ветру, под открытым небом материал не припаивается куда чаще, чем в оборудованной домашней мастерской.
О том, какие причины приводят к тому, что олово не пристает к проводу, а на плате невозможно зафиксировать соединение, стоит поговорить более подробно. К примеру, если припой не держится на жале при контакте с ним, дело может быть в малой мощности паяльника или его недостаточном прогреве. Не берет жало олово и по более прозаическим причинам: при попадании загрязнения в зону контакта. Его источником может быть даже канифоль — стоит проверить все материалы, если вдруг к паяльнику неожиданно не липнет припой.

Среди других часто встречающихся и распространенных источников таких проблем можно выделить следующие.
- Сплав металла, плохо поддающийся пайке. Такие изделия приходится лудить перед нанесением припоя.
- Рабочая часть паяльника нагрета до слишком высокой температуры. Это не позволяет ей правильно разогревать олово.
- Некачественный припой. Тоже, вопреки распространенному мнению, встречается довольно часто.
- Отказ от использования флюса. В этом качестве выступают вещества, удаляющие следы окисления с поверхностей. На многих сплавах припой просто не будет держаться без флюса. Впрочем, при его использовании тоже можно просто взять недостаточно дополнительного компонента.
- Паяльник недостаточно мощный. Он просто не может разогреть металл до нужного состояния.
- Используются неподходящие или некачественные материалы.
- Металл не прогрет. При работе с электротехническими сталями повышенной твердости это вполне ожидаемо приводит к проблемам.
- Случайное прикипание к жалу полимерных материалов. Если работа производится в неподобающих условиях, это вполне может случиться.
- Образование на поверхности металла нагара или пленки, образующейся в результате окисления. Они препятствуют удержанию олова.
- Низкая концентрация флюса. При самостоятельном приготовлении состава такое случается достаточно часто.


Важно понимать, что если причина в жале паяльника, устранить проблему удается далеко не всегда.
У многих современных вариантов вместо меди здесь используется дополнительное покрытие. Необгораемое жало лучше заменить новым при плохом контакте — заточка и лужение приведут к сокращению срока его службы.


Что делать?
Большая часть проблем с удерживанием олова на жале паяльного инструмента или металлических деталях легко решается путем зачистки. С жала из меди вручную или химическим способом счищается образовавшийся налет. Для работы подходят практически любые абразивные материалы — от наждачной бумаги до напильников.
Нагар можно механически убрать, протерев жало бумагой, ватой, ненужной ветошью, поролоновой губкой. Чтобы жало лучше залудилось, а также для профилактики проблем с налипанием припоя, медный наконечник периодически избавляют от окислов. Можно использовать средство «Оксидал», в которое помещают нагретое жало.
По завершению чистки останется лишь протереть рабочую поверхность паяльника влажной поролоновой губкой.
В случае с наконечниками из необгораемых материалов механическая чистка противопоказана. Любые абразивы просто сотрут защитный слой покрытия, сократив срок его службы. Но есть другие способы восстановления. Среди них — погружение разогретого паяльника в латунную стружку — такая «ванна» должна повторяться несколько раз. Кроме того, для удаления окислов выпускаются специальные губки, как раз для необгораемых жал.

Неправильно выбранный температурный режим — перегрев или слишком слабый накал – тоже корректируется. Можно просто выполнять подключение паяльника через лабораторный трансформатор. Кроме того, увеличить или уменьшить нагрев наконечника можно, если использовать сменные наконечники разной длины. Достаточно поэкспериментировать, чтобы найти оптимальный вариант.

Припой не липнет к металлу
Если все действия выполнены, а припой не желает держаться на поверхности соединяемых металлических элементов, причиной может быть неверный выбор флюса и других расходных материалов. Если говорить о самой стали и ее сплавах, то лучше всего пайке поддаются самые мягкие из них. На поверхности такого металла есть неровности, кратеры, облегчающие удерживание расплавленного олова.
С электротехническими марками стали проблемы возникают чаще — они очень твердые и упругие, легкая пайка здесь в основном дело случая и везения.
Если припой не удается закрепить на поверхности металла, понадобится предварительная подготовка.
- Зачистка стальной поверхности. Она производится химическим и механическим способом, обеспечивает удаление окислов и других помех для прилипания оловянного припоя.
- Прогрев детали до температуры плавления олова (около 232 градусов). После этого на поверхность металла наносится флюс и припой. Некоторое время он остается в текучем состоянии. В качестве флюса используются кислоты — ортофосфорная или любая другая, применяемая в электротехническом деле.

Лужение металлических контактных участков перед пайкой позволяет решить проблему, если материал в принципе поддается такому соединению. Разогрев стали выполняется при помощи достаточно мощных инструментов. Паяльника будет недостаточно, а вот газовая горелка или строительный фен с задачей справится на 100%.

Рекомендации
Для профилактической обработки медного жала после работы можно использовать специальный активатор. В его составе нет галогенов и свинца, но присутствуют компоненты, защищающие поверхность, продлевающие срок службы инструмента, восстанавливающие контактную способность при смачивании припоем. На обработанном таким способом жале меньше скапливается нагар, реже появляются вредные окислы.
Если в припое искусственно завышено количество свинца, нарушена его правильная пропорция, липнуть к паяльнику он не будет. Если на жале нет нагара, стоит попробовать заменить припой.
По завершении работы нужно обязательно подготовить паяльник к дальнейшей эксплуатации. Жало обязательно очищается и залуживается перед отправкой на хранение. Это позволит в любой момент получить инструмент, готовый к работе.
О том, как залудить паяльник, смотрите далее.
Почему припой не липнет к паяльнику

Не прилипает к паяльнику припой? Это проблема не только новичков, но и специалистов с опытом. Единственного универсального преодоления этого препятствия в работе нет. Причины такого неудобства, как и способы его устранения могут быть различными. Ограничимся кратким их перечислением. А попавший в подобную ситуацию мастер уже самостоятельно подберет способ, подходящий к его случаю.
Возможные причины отсутствия прилипания припоя:

- грязное жало паяльника;
- грязная канифоль;
- перегрев или недостаточный прогрев рабочей части паяльника;
- плохое качество припоя;
- отсутствие флюса при пайке;
- неправильно подобран флюс и припой;
- пайка на улице, на сквозняке;
- отсутствие прогрева металлического изделия перед пайкой;
- случайное касание горячим жалом какого-либо пластика;
- нагар и химические окислы на поверхности жала;
- недостаточная концентрация самостоятельно приготовленных жидких флюсов;
- малая мощность паяльника.
Для механической зачистки медного жала подойдет любое народное средство:
- нож, скальпель;
- напильник, надфиль;
- наждачная бумага, полировальная шкурка;
- металлическая щетка;
- швейная игла;
- насадка для бормашины.
Для очистки от нагара подойдут:
- бумага;
- вата;
- ветошь;
- губка;
- поролон;
- канцелярский ластик.
Списки не полные, можно экспериментировать.
Чтобы хорошо залудилось медное жало надо удалить окислы с его поверхности. Этот химический способ очистки хорошо выполняется со средством «Оксидал». Разогретое жало просто помещается в него и меняет свой вид буквально на глазах. После чистки паяльник протирается влажной губкой или поролоном.
Полезной является легкая проковка съемного медного жала. Металл будет плотнее, что замедлит и уменьшит процесс его обгорания.
Жало рабочего паяльника не обязательно изготавливается медным. Все чаще производители предлагают варианты паяльников, в которых используется необгораемое «вечное» жало. Его чистка от грязи, излишков припоя и нагара исключает классические варианты с применением напильника и наждачной бумаги. Чистка возможна двумя способами:

- специальной губкой, именно для этого и предназначенной;
- латунной стружкой – жало становится идеальным после нескольких маканий в емкость с ней.
Экономный вариант предусматривает замену специальной губки на посудную из целлюлозы, а стружки латуни – на густую и плотную кухонную металлическую (в идеале – медную) мочалку.

Для регулировки мощности и, соответственно, температуры рабочей части жала паяльник подключается через лабораторный автотрансформатор. Без него можно поэкспериментировать со сменными жалами разной длины. Чем оно длиннее, тем ниже температура на его конце. И наоборот.

Иногда избежать проблем с прилипанием припоя помогает активатор для жала. Эта смесь без свинца и галогенов по своим заявленным характеристикам защищает и продлевает жизнь жалу, а также восстанавливает его смачиваемость материалом припоя. Обратите внимание – активатор не гарантирует очистки жала, а защищает его поверхность от образования вредных окислов и нагара.
Если производитель решил сэкономить и умышленно завысил процентную долю свинца – имеем более тугоплавкий припой с низкой текучестью, а возможно и не пригодный для пайки.
Устранив препятствие и окончив пайку не забудьте, что жало паяльника после работы обязательно должно быть очищено и залужено. Чистый и ухоженный, всегда готовый к применению инструмент – лицо мастера.
Неправильная пайка паяльником — 10 глупых ошибок и вредные советы.

При подключении светодиодной ленты, ремонте Led лампочек, микроконтроллеров и радиодеталей, никак не обойтись без такого полезного навыка, как пайка.
Именно качественная пайка обеспечивает надежное и долговечное контактное соединение.
Однако, в этом нехитром деле есть масса нюансов, которые могут испортить раз и навсегда не только ремонтируемую деталь, но и сам паяльник. А иногда даже привести к серьезной травме.

Даже опытные мастера, впитавшие, что называется пары канифоли с молоком матери нет-нет, да и забывают элементарные правила пайки. Как правильно паять светодиодную ленту можно ознакомиться в отдельной статье.
Мы же давайте подробнее рассмотрим вопрос как паять нельзя, и к чему приводят подобные ошибки.
Пайку в некоторой степени можно сравнить с процессом склеивания. Только здесь для соединения деталей используется расплавленный металл. В качестве такового выступает припой.

У него довольно низкая температура плавления. При этом она ниже, чем t плавления самой детали.
Например, у меди этот показатель достигает 1050С. В то время как у оловянно-свинцового припоя ПОС-61 он равняется всего 190С.
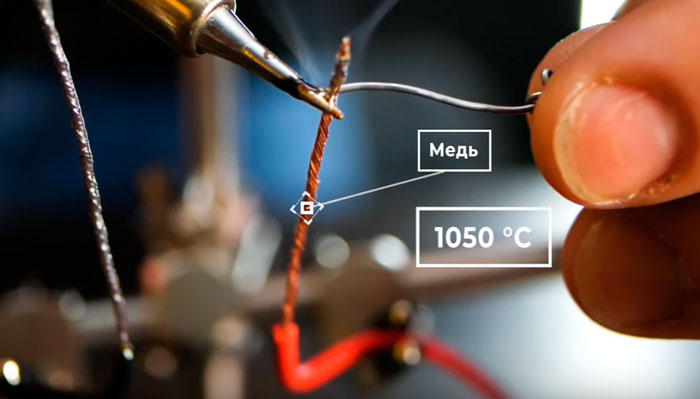

То есть, разогревая или капая таким металлом на деталь, повредить ее проблематично.
Итак, какие же глупые ошибки не стоит совершать при пайке?
Как бы ни было вам дорого покрытие пола, однако рефлекторное движение словить упавший инструмент, не приведет ни к чему хорошему.

При этом никогда не забывайте главное правило ремонтника – горячий паяльник выглядит также, как и холодный.
Не вздумайте обстукивать современный паяльник об стол. При достаточно сильном ударе керамический элемент внутри может треснуть и разрушиться.

Также с размаху не стряхивайте с паяльника расплавленный припой. Мало того, что он может попасть в глаза, от этого еще могут пострадать и ваши дети.

Красивая капелька незаметно упадет куда-нибудь на пол, а малолетний ребенок впоследствии ее найдет и съест.

При пайке не забывайте, что вы имеете дело с расплавленным металлом. И если капелька олова, упавшая на руку, мало кого может напугать, то вот отпружинившая раскаленная ножка с радиодетали, случайно попавшая в глаз, приводит к печальным последствиям.

Особенно опасна пайка на весу или под потолком. В этом случае провода могут отскочить со своего места и олово “пульнет” вам в глаз.
Поэтому старайтесь в подобных случаях всегда одевать и использовать защитные очки. А еще не забывайте про органы дыхания.



Хотя бы элементарное проветривание помещения или маленький USB вентилятор-карлсон на рабочем столе, никогда не будут лишними.

Запомните, паяльник предназначен для пайки жил эл.проводки, светодиодной ленты, компонентов радиодеталей или электронных плат. Им нельзя плавить и снимать изоляцию с ПВХ провода.
Это не только не эстетично, но и портит сами жилы. Расплавленный пластик попадает между проволочек и застревает там.
Нормально залудить такие жилы уже не получится. Хотя у некоторых по этому поводу имеется совсем другое мнение.

Также паяльником для радиолюбителей не стоит запаивать дырки в пластиковых трубах, и тем самым пытаться устранить в них течь.

Применяйте каждое устройство по своему назначению и у вас не возникнет никаких неприятностей. Хотя как говорит народная примета – “Если вы связаны, ваш рот заклеен скотчем и вы видите перед собой человека с паяльником, то это скорее всего к неприятностям.”
Казалось бы, какой дурак будет паять деталь под напряжением? Тем не менее, многие люди на самом деле занимаются подобной работой. Они выключают встроенный микропереключатель на корпусе ремонтируемого устройства, при этом, забывая отключить питание из розетки.

Делается это намеренно, чтобы тут же после ремонта по-быстрому проверить работоспособность элемента. Однако с такими кнопочками часто путаешься в каком они состоянии, отключенном или включенном.
Если на вашей плате случайно окажется напряжение, и вы коснетесь жалом токоведущей части, то произойдет короткое замыкание и вы перейдете в режим “точечной сварки”.

Кстати, этот момент относится не только к сети 220V, но и ко всем элементам с питанием от батареек и встроенных АКБ. Например, сотовые телефоны.
То же самое касается и блоков питания с конденсаторами.

Сперва убедитесь, что они разряжены и только после этого лезьте во внутрь. Разрядить можно нагрузкой – высокоомным резистором, либо лампочкой (более наглядно).
Если вы забудете это сделать или отключить батарейку, то ваш девайс при данном ремонте может умереть окончательно и бесповоротно.


Почему нельзя паять без флюса? Дело в том, что на любых деталях или проводах присутствует, так называемая оксидная пленка, содержащая микроскопические частички жира, пота, грязи и т.д.
Она то и не дает возможности нормально прилипнуть припою к поверхности.
При обработке флюсом картинка радикально меняется.
Флюс не только помогает растворить эту пленку, он в процессе пайки не дает ей возможности образоваться вновь. За счет этого олово самостоятельно обволакивает, пропитывает и проникает во все поры между жил.

Раньше наши деды вместо флюса использовали аспирин. Казалось бы, почему нет? Канифоль – это абиетиновая кислота, а аспирин – ацетилсалициловая. А чем как не кислотой окислы счищать?
Однако будьте весьма осторожны в этом вопросе.

Некоторые советуют в качестве флюса использовать только паяльную кислоту. Якобы эффект от нее лучше.

По сути, кислота это тот же самый флюс, но не простой, а активный. А это означает, что вместе с пленкой она отлично растворяет и сами компоненты.

Это конечно происходит не сразу, но через несколько месяцев место пайки может превратится в кисель. Подобное происходит, если на поверхности останутся и задержатся хотя бы несколько микрокапелек кислоты.
А она проникает во все поры, и простое протирание тряпочкой не всегда спасает. Кислоту нужно удалить как можно быстрее.
Для этого используйте зубную щетку или кисточку, смоченную в изопропаноле или спирте.

Работая со старыми деталями, покрывшимися толстым слоем грязи и окисла, не рекомендуется соскрябывать все это дело ножиком.

Профессионалы советуют воспользоваться стиральной резинкой.
При пайке строго различайте флюсы (канифоль, это кстати тоже флюс). Они бывают:
Почему к паяльнику не прилипает олово
Как сделать так чтоб к паяльнику прилипало олово?
Нередко, купив новый паяльник, начинающие мастера сталкиваются с тем, что к его разогретому жалу, даже смоченному в канифоли, не прилипает олово. Многие начинают волноваться и считают, что приобрели некачественный инструмент для пайки. Не стоит думать, что паяльник бракованный и бежать с ним в магазин.
Для того чтобы оборудование работало, требуется провести специальную обработку жала паяльника. Только после правильно проведенного лужения жала паяльник будет исправно работать. Если вы не знаете, как сделать так чтоб к паяльнику прилипало олово, то прочитайте пошаговую инструкцию предварительной обработки паяльника.
Этапы лужения жала
Для лужения потребуются:
- паяльник;
- напильник;
- канифоль;
- олово;
- дощечка из натурального дерева.
Процедура лужения довольна проста, но требует определенного времени. Она сводится к следующим действиям:
- Напильником нужно зачистить до блеска медную поверхность жала. Для этого его прикладывают плашмя к кончику жала. Такая обработка требуется не только для нового паяльника, но и для старого оборудования, у которого жало могло покрыться медной окисью. В ходе обработки напильником жало должно приобрести гладкую и блестящую поверхность.
- Напильник нужно после этого разогреть и опустить в канифоль, а потом в олово и на дощечку. Сразу припой не будет прилипать к жалу. Это объясняется тем, что медная поверхность жала паяльника еще не покрылась равномерно припоем. Для того чтобы завершить процедуру лужения, необходимо повторять указанный алгоритм действия до тех пор, пока поверхность жала из желтой не превратиться в серебристую. В этом случае можно считать процедуру лужения завершенной и приступать к спайке нужных деталей.
Для того чтобы нанесение припоя на медную поверхность жала происходило быстрее, следует использовать дощечку изготовленную из хвойных древесных пород. Лучше всего подходит древесина ели или кедра, так как в ней содержится больше смолистых веществ.
Почему припой не липнет к паяльнику
Пайка относится к тем процессам, которые дают металлическое соединение достаточно хорошего качества, но при этом не подвергают расплавлению основной металл. Это более простой, дешевый и удобный аналог сварки, в котором также используются наплавочные материалы, но сам принцип происходит несколько по-другому. Для расплавления здесь может использоваться паяльник или газовая горелка, в зависимости от ситуации и особенностей проведения процедуры. Для домашнего использования используется преимущественно паяльник, так как он намного проще в применении и его стоимость ниже любой горелки. Естественно, что во время использования могут быть разнообразные проблемы, недостаточный прогрев, паяльник не берет припой, налипание металла на жало и прочее. Со всем этим приходится бороться, чтобы достичь наиболее качественного результата. Основной принцип заключается в том, чтобы разогреть жало инструмента до той температуры, которая нужна для расплавления припоя. Для улучшения взаимодействия может использоваться флюс. Затем расплавленный материал переносится на место, которое требует спайки. Но если припой не прилипает к паяльнику в это время, то ничего не получится.

Припой не липнет к паяльнику
Почему припой не держится на паяльнике?
Этот вопрос возникает у многих новичков. Ведь почти у каждого начинающего пайщика был случай, когда все разогрето до нужной температуры, но нет ни какого взаимодействия между расходным материалом и инструментом. Иногда это проходит путем небольшой поправки параметров рабочего процесса, но порой нужно применять боле сложные методы.

Припой не держится на паяльнике
Первой и основной причиной, почему паяльник не берет припой, является недостаточное количество требуемого флюса. Именно это главная ошибка новичков. Флюс может вовсе отсутствовать, что легко исправляется его включением в рабочий процесс, и тогда какой бы высокой температура инструмента не была, он не сможет отделить часть расплавленного металла. Но может случиться, что флюс все же применяется, но его количества не хватает, чтобы припой остался на жале. Для этого нужно обильно смазать как само жало, так и припой. Для этого достаточно просто мокнуть разогретое жало в канифоль или другой подходящий флюс.
Более сложной проблемой является неправильный подбор дополнительных расходных материалов. Различные виды припоев для пайки требуют различных марок флюса, которые будут подходить им по составу. Здесь уже нужно смотреть, какой вариант больше подходит для конкретной используемой марки. В особенности это характерно для металлов, которые сложно поддаются спаиванию. Для них требуются специальные заводские флюсы, которые делаются под определенную марку припоя.
Еще одной причиной, почему не прилипает припой к паяльнику, является перегрев самого инструмента. Если он высокой мощности. К примеру на 25 Ватт, то очень часто такие модели перегреваются, если включены напрямую в электрическую сеть. Чтобы урегулировать это, требуется использовать подключение через диод с тумблером или регулятор. Тогда вязкость материала будет нормальной, чтобы он схватился с поверхностью наконечника. Также можно подобрать более слабые модели паяльника. Но это может привести к другой проблеме, описанной ниже.
Схожей проблемой, почему припой не липнет к паяльнику, является недостаточный нагрев. Когда паяльник слишком слабый или еще не успел прогреться, то он не сможет достичь нужного значения температуры, чтобы расплавить материал. Нужно знать, какая температура плавления припоя в конкретном случае, чтобы подобрать инструмент достаточной мощности, либо же дождаться, пока полностью прогреется имеющийся. Это также распространенная проблема в домашних условиях, где наблюдается ограниченность в техническом плане.
Очередной причиной почему припой не держится на паяльнике, является использование старого инструменты. Медь, из которой делается жало, со временем покрывается разнообразными окислами, хотя и не так сильно, как другие металлы. На ней даже может виднеться желтоватый налет, занимающий всю поверхность либо одну его часть. Это сильно ухудшает степень взаимодействия с другими материалами. Таким образом, даже при наличии нормальной температуры разогрева и достаточного количества флюса, процесс схватывания все равно может не выполняться. Чтобы исправить эту ситуацию, нужно зачистить поверхность инструмента механическим способом и при помощи растворителей. Обработка наждачной бумагой и каким-либо раствором, снимающим пленки и жировые покрытия, сможет вернуть паяльнику былое состояние. После этого его следует залудить и дать ему прогреться, после чего можно приступать к работе.
Почему к паяльнику не прилипает олово?
В двадцать первом веке практически всю радио- и электронную технику собирают на роботизированных линиях без участия человека.
Но и в наше время, несмотря на изобилие готовых электронных приборов, существует огромное количество людей, предпочитающих собирать и ремонтировать различные устройства самостоятельно. Непосвященному кажется, что достаточно купить паяльник, припой и канифоль – как станешь радиомастером! Но сначала следует узнать основы процесса.

Припой
Первым делом выбираем припой. Припой представляет собой сплав олова и свинца, обладающий низкой температурой плавления и высокой скоростью застывания, позволяющей легко, быстро и прочно припаивать провода и радиодетали. Впрочем, лучший припой – это чистое олово.
Паяльник
Главный инструмент радиолюбителя – паяльник – вещь простая, но и к нему нужно знать подход, уметь ухаживать за ним и знать технику безопасности. Горе-мастер, не соблюдающих этих правил, рано или поздно сталкивается с различными вопросами, первый из которых: «Почему к паяльнику не прилипает олово?» Эта проблема устраняется путем следующих правил:
- паяльник должен быть хорошо прогрет;
- необходимо очистить напильником жало паяльника от грязи, застывшей пластмассы других остатков предыдущей работы;
- жало необходимо залудить, равномерно покрыв тонким слоем олова;
- поверхность паяемых деталей также должна быть хорошо очищена.

Наконец, необходимо помнить: паяние и лужение невозможны без важного компонента – флюса.
Вещество, препятствующее окислению металлических частей паяльника. Радиомастера в качестве флюса применяют канифоль.
Это азы, однако, не зная азов пайки ничего кроме пожара сделать невозможно.
Почему припой не липнет к паяльнику

Не прилипает к паяльнику припой? Это проблема не только новичков, но и специалистов с опытом. Единственного универсального преодоления этого препятствия в работе нет. Причины такого неудобства, как и способы его устранения могут быть различными. Ограничимся кратким их перечислением. А попавший в подобную ситуацию мастер уже самостоятельно подберет способ, подходящий к его случаю.
Возможные причины отсутствия прилипания припоя:

- грязное жало паяльника;
- грязная канифоль;
- перегрев или недостаточный прогрев рабочей части паяльника;
- плохое качество припоя;
- отсутствие флюса при пайке;
- неправильно подобран флюс и припой;
- пайка на улице, на сквозняке;
- отсутствие прогрева металлического изделия перед пайкой;
- случайное касание горячим жалом какого-либо пластика;
- нагар и химические окислы на поверхности жала;
- недостаточная концентрация самостоятельно приготовленных жидких флюсов;
- малая мощность паяльника.
Для механической зачистки медного жала подойдет любое народное средство:
- нож, скальпель;
- напильник, надфиль;
- наждачная бумага, полировальная шкурка;
- металлическая щетка;
- швейная игла;
- насадка для бормашины.
Для очистки от нагара подойдут:
- бумага;
- вата;
- ветошь;
- губка;
- поролон;
- канцелярский ластик.
Списки не полные, можно экспериментировать.
Чтобы хорошо залудилось медное жало надо удалить окислы с его поверхности. Этот химический способ очистки хорошо выполняется со средством «Оксидал». Разогретое жало просто помещается в него и меняет свой вид буквально на глазах. После чистки паяльник протирается влажной губкой или поролоном.
Полезной является легкая проковка съемного медного жала. Металл будет плотнее, что замедлит и уменьшит процесс его обгорания.

Жало рабочего паяльника не обязательно изготавливается медным. Все чаще производители предлагают варианты паяльников, в которых используется необгораемое «вечное» жало. Его чистка от грязи, излишков припоя и нагара исключает классические варианты с применением напильника и наждачной бумаги. Чистка возможна двумя способами:

- специальной губкой, именно для этого и предназначенной;
- латунной стружкой – жало становится идеальным после нескольких маканий в емкость с ней.
Экономный вариант предусматривает замену специальной губки на посудную из целлюлозы, а стружки латуни – на густую и плотную кухонную металлическую (в идеале – медную) мочалку.

Для регулировки мощности и, соответственно, температуры рабочей части жала паяльник подключается через лабораторный автотрансформатор. Без него можно поэкспериментировать со сменными жалами разной длины. Чем оно длиннее, тем ниже температура на его конце. И наоборот.

Иногда избежать проблем с прилипанием припоя помогает активатор для жала. Эта смесь без свинца и галогенов по своим заявленным характеристикам защищает и продлевает жизнь жалу, а также восстанавливает его смачиваемость материалом припоя. Обратите внимание – активатор не гарантирует очистки жала, а защищает его поверхность от образования вредных окислов и нагара.
Если производитель решил сэкономить и умышленно завысил процентную долю свинца – имеем более тугоплавкий припой с низкой текучестью, а возможно и не пригодный для пайки.
Устранив препятствие и окончив пайку не забудьте, что жало паяльника после работы обязательно должно быть очищено и залужено. Чистый и ухоженный, всегда готовый к применению инструмент – лицо мастера.